Струг 16K20: технически спецификации, характеристики и ревюта
Стругът 16K20 принадлежи към групата на винторезните машини. Произвежда се в завода "Червен пролетар" от 1973 година. В периода от 1976 до 1991 г. заводът на ГЗУ, част от сдружението „Червено пролетарство“, причинява факта, че част от елементите е доставена от „Гомелския завод за сглобяване на металорежещи машини“. Днес е възможно да се намери оборудването под маркировката GS526U, която е най-близкият аналог на описаната машина.
Днес можете да закупите такова оборудване, неговите характеристики са подобрени. Заслужава да се обмисли дали това придобиване е целесъобразно, защото е доста скъпо и може да не се оправдае, ако се използва за лична употреба.
Описание на оборудването
Стругът 16K20 се използва за струговане, например резби, което може да бъде:
- метрични;
- модулни;
- инч;
- Накисване.
Описаното устройство намира широко разпространение в индустрията на страните от бившия СССР. Този модел е преустановен през 1989 г. Днес обаче е доста популярен модел с табелка, която се произвежда под една и съща маркировка, но произведена в Китай.
Технически спецификации

Струга 16К20 се отнася до клас на точност Н. Най-големият диаметър на машината е 50 mm, а максималният диаметър на въртене е равен на 220 mm. Преработените продукти могат да имат различна дължина в рамките на 2000 mm. Важно е да се вземат предвид границите на захранването, ако се говори за напречни граници, тогава тази стойност може да бъде равна на 0.025-1.4 mm / rev, като за надлъжните граници те могат да бъдат равни на цифра от 0.05 до 2.8 mm / об.
Мощността на главния двигател е 11 kW. Важно е да се вземат предвид размерите на машината, нейната ширина и височина са 1190 и 1500 мм, но по отношение на дължината, тя варира в различни версии от 2505 до 3795 мм. В зависимост от оборудването, вътрешното пълнене и размерите, оборудването тежи доста впечатляващо, теглото може да варира от 2835 до 3685 кг.
Характеристики на работа: списъкът на работи в ремонта

В 16K20 струг може да се наложи основен ремонт, трябва да се има предвид, че производителят препоръчва конкретен списък на строителните работи. Оборудването може да бъде полирано легло. Що се отнася до скоростната кутия, тя може да бъде заменена с лагери, мултидиск триещи съединители и шлицови валове. При ремонта може да се изисква и редуктор, в който случай се сменят предавките и лагерите.
Ако говорим за престилка, в този случай се променят маточните гайки или лагерите, а също и направляващите релси. Дизайнът също има дебеломер, когато се поправя, клинове, гайки, винтове и водачи са полирани. Стругът 16K20, чиито технически характеристики са споменати по-горе, също се основава на въртящ се контейнер. Ако се налага ремонт, тогава котлетите се сменят, дупките се пробиват и водачите се остъргват. По време на основния ремонт електрическата част се подменя, проверява се точността и геометрията на машината и се инсталират охладителни системи.
Коментари относно маркировката за назначаване и декодиране

Описаната в изделието машина е предназначена за обработка на конични, цилиндрични и сложни повърхности. Потребителите харесват гъвкавостта, защото основите могат да бъдат външни или вътрешни. Това оборудване се използва и за нарязване на резби. Използването на 16K20 струг, чиито технически характеристики са споменати по-горе, според потребителите, може да се използва за обработване на крайните повърхности на частите, при което се използват фрези, свредла, ригери, зенкери, кранове и матрици.
Когато клиентите купуват този модел, те обръщат особено внимание на буквено-цифровия индекс. Например, уредът показва, че пред вас има струг. Числото "6" означава винтообразно оборудване. Генерирането на машината се обозначава с буквата К, а последната цифра е височината на центровете, която е равна на 220 мм. Ако накрая забележите буквата Р, това означава, че оборудването осигурява по-голяма точност при работа. Ето защо тези модификации се избират от потребителите най-често.
За справка

Струга на 16K20, чиято цена е 870 000 рубли, е заместител на модела 1K62. По отношение на показателите за качество, устройството, описано в статията, надвишава машината 1K62. По отношение на показателите за качество, сред тях следва да се подчертае:
- надеждност;
- трайност;
- точност;
- производителност;
- безопасност на труда;
- удобство на обслужване.
На монолитна основна единица е с форма на кутия с горещи земни водачи. Формата с формата на кутия действа и като чип колектор, както и резервоар, който е отговорен за охлаждането на флуида.
Функции за управление

Характеристиката на 16K20 струга е много важна за потребителя, тъй като описаното устройство е доста скъпо. Но ако вече сте направили придобиване, е необходимо да се запознаете по-добре с характеристиките на машинния контрол. Движението на ръчното колело и управлението на превключвателите се извършват ръчно. Устройството е допълнено с държателя на центриращия инструмент, с негова помощ е възможно да се обработват отворите чрез механично и ръчно подаване, докато въртящата бариера няма да бъде включена.
Методът за движение на променливите плъзгачи на плъзгачите съчетава оста на режещия инструмент с оста на шпиндела. Преди да започнете обработката, плъзнете мрежата в скобата, докато почувствате опората. Дръжката на напречния плъзгач се използва за коригиране на положението на оста на режещия елемент.
Металните стругове 16К20 се доставят допълнително с микрометричен твърд стоп, който е отговорен за надлъжния ход. При поискване можете да закупите оборудване с превишения, които се движат механично. Важно е да се обърне внимание и на устройствата за многопрофилни резби и обработка на полиедри. Това трябва да включва дебеломер за хидрокопия, задна стойка за инструменти, заострена линейка и др.
Ремонт на машини: подготовка

Поправянето на 16K20 струг предполага необходимост от инсталиране на оборудване, за да се провери бездействието. В този случай обикновено е възможно да се идентифицират шумове и вибрации при различни стъпки на оборотите на шпиндела. На този етап можете да обработите пробата, за да определите състоянието на опорите. Тези проверки са задължителни, тъй като с тяхна помощ е възможно да се установят дефекти, които са трудни за откриване в работата.
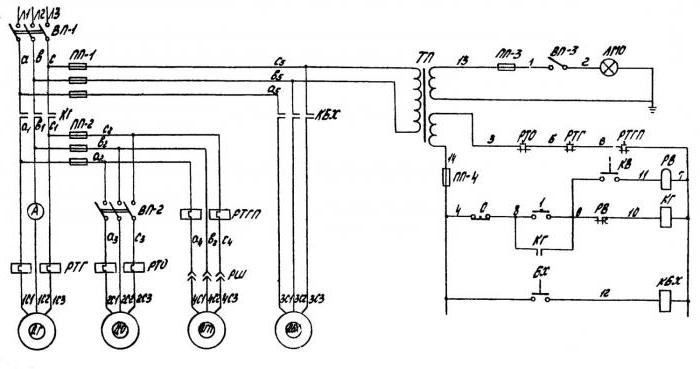
Схемата за стругове 16К20 ще позволи да се справят с тези работи, но други проверки за точност, които се препоръчват в някои източници, са непрактични, тъй като точността на сглобяване на устройството се осигурява на всеки етап от процеса на ремонт.
Ръководство за ремонт
Ръководните легла могат да бъдат възстановени по един от съществуващите методи, може да бъде:
- фрезоване;
- рендосване;
- пробиване;
- смилане;
- остъргване.
В условията на някои фабрики тестовото втвърдяване на водачите се извършва чрез валцоване на валяк. Понякога, за да се постигне корекция на водачите, се използва и втвърдяване, което увеличава износоустойчивостта на повърхностите. Определяйки твърдостта на водачите и степента на износване, можете да изберете метода на ремонта. В същото време е необходимо да се вземе предвид оборудването на ремонтната база. Най-популярните начини за ремонт на водачите са:
- терени;
- рендосване;
- смилане.
Ако използвате остъргване, тогава дори и с износване от 0,05 мм, ремонтът ще бъде придружен от трудоемкост и ще бъде доста скъпо. Следователно този процес е механизиран, което позволява да се постигне икономически ефект. Прилагането на методите за смилане осигурява висока чистота и точност на обработката. Този метод е незаменим при работа с втвърдени водачи.
При смилане производителност на труда няколко пъти по-висока от пречистването. Но когато се използват втвърдени водачи, трябва да се даде предпочитание на довършителните работи. Това осигурява чистота на повърхността, производителност и точност в съответствие със спецификациите.
Използвайте смилане
Тази технология включва почистване на изпъкнали заострени и заоблени повърхности на леглото. Тя е поставена на масата, а монтирането се извършва във вътрешните ъгли. На този етап е важно да се подравни паралелността по отношение на повърхността на таблицата. Използвайки нивото, ще бъде възможно да се анализират водачите. Монтирането на леглото се извършва с плочи и винтове, като е важно да се гарантира, че деформацията е 0,05 мм.
заключение
Струг модел 16K20 е високотехнологично оборудване, но дори и той понякога предполага необходимост от ремонт. Тези работи могат да се извършват върху челюстите на каретката. В този случай, капитанът ще трябва да възстанови точността на долните водачи, съчетани с водачите на основата. Ремонтът на вагоните трябва да бъде придружен от възстановяване на перпендикулярността на неговата равнина спрямо основната престилка. Тези равнини също трябва да се проверяват с помощта на ниво.