Видове заварени съединения и шевове: описание, технологични характеристики, изисквания и ГОСТ
За да се научиш да се готвиш добре, не е достатъчно само да владееш трюма електрическа дъга. В допълнение, трябва да разберете какви са видовете заварени съединения и шевове. Начинаещите заварчици често правят най-сериозните грешки, например, не сваряват метал. И се случва крайните части да имат слаба устойчивост на счупване. Каква е причината? На първо място, при грешен избор на вида връзка, грешки в техниката. Днес предлагаме да говорим за различни видове заваряване заварени съединения, както и дефекти!
Заваряване: определение
Първо, ще дефинираме дефиницията на заварен (заваръчен) шев. Така се нарича кристализиран метал, който по време на заваряване е в разтопено състояние.
Ad

Структурата на заварка включва:
- метална зона на заварка;
- зона на механично топене;
- зона на топлинно въздействие;
- преходна зона към основния метал.
Заварена връзка: какво е това?
Заварена връзка обикновено се нарича ограничена част от конструкция, която съдържа един или повече заварки. С външния вид на съединението специалистът може да определи квалификацията на заварчика, да разбере кой метод на заваряване е използван. Завареното съединение разказва за технологичното предназначение на конструкцията.
Заварки: класификация
Опитните заварчици казват: в основата на класификацията на видовете шевове могат да бъдат взети различни фактори, като структурни и силови, геометрични и технологични. Ако разгледаме шевовете по отношение на местоположението, те могат да бъдат разделени на по-ниски, наклонени, хоризонтални и вертикални.
Ad
Долният шев може да се нарече не само най-простият, но и най-траен. Факт е, че притегляне метал ви позволява по-добре да запълни празнините между съединените повърхности. В допълнение, този тип е най-икономичен. Има определени условия, например горелката или електродът трябва да бъдат насочени отгоре надолу.

Обикновено се образува хоризонтален шев, когато повърхностите са перпендикулярни на равнината на електрода. Потреблението на потоци и електроди с този тип се увеличава значително. При бавно провеждане на шев капки са възможни, а на бързо - не проникнали места.
Много по-трудно е да се направи висококачествен вертикален шев. Тук се увеличават загубите на метали, нараства неравномерността (на последния етап на заваряване шевът е по-дебел). Този метод изисква определена класификация на заварчика. Обикновено се използва за заваряване на тръби или за закрепване на големи структури.
Най-трудните заварчици смятат за заваряване на тавана. Как се произвежда? Поставете шев периодична дъга. Токът е малък. Този тип обикновено се използва при заваряване на тръби, които не могат да се въртят.
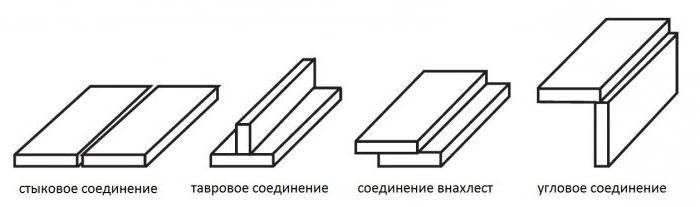
Заварени връзки: видове и типове
Предлагаме да се говори за какви видове заварени съединения по вид на повърхността са. В зависимост от такива фактори като дебелината на метала, геометричната форма на частите, необходимата плътност на съединението, заварените съединения могат да се разделят на:
- Т-бар;
- скута;
- челни съединения;
- ъгъл.
Всички видове заварени съединения имат своето предназначение, което отговаря на специфичните нужди на готовите елементи. Ние предлагаме да разгледаме тези видове по-подробно!
кръстовище
Най-често срещаният вид заварка е съединение. Използва се при заваряване на краищата на тръби, листове от стомана или всякакви геометрични форми.
Частите, които прикрепват челно съединение, се различават по дебелината на продукта, от страната на покриващия шев. Съществуват няколко подтипа съединения:
- едностранна норма;
- едностранни, при които ръбовете се обработват под ъгъл от 45 градуса;
- едностранно, при което един ръб се обработва под ъгъл от 45 градуса;
- едностранно, при което режещият инструмент премахва ръба на двете части;
- двупосочен, което означава режещи ръбове под ъгъл от 45 градуса от всяка страна.
Важно е да се отбележи, че при този вид заварена връзка дебелината на заварените повърхности играе важна роля. Ако не е повече от 4 милиметра, се прилага едностранен шев, но ако дебелината надвишава 8 милиметра, шевът трябва да се приложи от двете страни. Ако дебелината на продукта надвишава 5 mm, обаче, шева трябва да се прилага само от едната страна, като по този начин се получава висока якост, е необходимо да се разделят ръбовете. Необходимо е да се извърши с помощта на досие или мелница, достатъчно от скосяването на 45 градуса.

Ъглова фуга
Има няколко ъглови опции:
- едностранно - както с предварително рязане, така и без него;
- двустранен - обикновен и разделен.
С тази връзка можете да закрепите два елемента заедно под всеки ъгъл. В този случай, първият шев ще бъде вътрешен, а вторият - външен. Този тип е идеален за заваряване на различни навеси и навеси, каросерии и беседки.
Ако трябва да свържете две плочи с различна дебелина, този тип заварена връзка съгласно ГОСТ трябва да се извърши по следния начин: на дъното трябва да се постави по-дебела планка и върху нея да се постави тънък лист с ръб. Електродът или горелката трябва да бъдат насочени към дебелата част, така че няма да има изгаряния или подрязване на частите.
Ad
Съвместно застъпване
Две плочи могат да бъдат заварени не само от край до край, но и припокрити - леко теглене на една повърхност на втората. Специалистите препоръчват използването на този вид заварена връзка, където се изисква висока якост на опън. Шевът трябва да се постави от всяка страна - това не само ще увеличи силата, но и ще предотврати натрупването на влага вътре в крайния продукт.
Таврова връзка
Този тип е подобен на ъгъла, но има някои различия - прикрепената с ръб плоча не трябва да се излага на ръба на долната основа, а на кратко разстояние.
Класификация на технологията и формата на шева
Заварчиците разграничават видовете заварени съединения по вид на заварки. Шевът може да бъде:
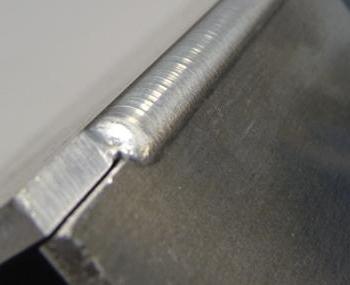
- Smooth. Постига се при оптимални настройки на заваръчната машина и в удобно положение.
- Изпъкналите. Такъв шев може да се получи с малък ток и преминаващ в няколко слоя. Изпъкнал шев изисква механична обработка.
- Вдлъбнати. Такъв шев може да се получи само с повишена сила на тока. Такъв шев се характеризира с отлично топене, освен това не изисква смилане.
- Solid. За да извършвате висококачествен непрекъснат шев, трябва да го правите непрекъснато. Това ще предотврати появата на фистули.
- Пулсиращ. Този шев трябва да се използва за продукти от тънки листове.
Заварчик, който е запознат с основните типове връзки и техните основни различия, може компетентно да подбере вида на заваръчните шевове, който може да задоволи основните изисквания за якост и плътност.
Ad
Дефекти на заварени съединения: видове, описание, причини
Заварените съединения могат да имат различни ефекти, които засягат здравината и плътността. Обичайно е всички видове дефекти да се разделят на три категории:
- вътрешен (това може да се дължи на липсата на проникване, порьозност и чужди включвания);
- външни (сред тях са пукнатини, подкоси, кратери, възли);
- кръстосано рязане (тук можете да изберете прогаряне и пукнатини).

Нека поговорим повече за всеки тип дефекти.
пукнатини
Този вид дефект се счита за най-опасен, може да доведе до бързо разрушаване на заварени конструкции. Съществуват пукнатини според размерите им (има макро- и микротрещини), според времето на поява (в процеса на заваряване на части или след). Причината за пукнатини е неспазването на заваръчната технология, неправилен избор на материали за заваряване, твърде бързо охлаждане на конструкцията.
Ad
За да фиксирате пукнатината, можете: да извадите началото и края си, да отстраните шва и да го приготвите.
подрязан
Подметките се наричат вдлъбнатини между шева и метал. Шевът поради този дефект става слаб. Причината за подрязването е увеличен ток. На хоризонталните шевове обикновено се оформя подбивка. Такъв дефект може да бъде отстранен чрез напластяване на тънък шев по подрязаната линия.

огъване
Такъв дефект може да се появи в случая, когато разтопеният метал тече върху основния метал, без да образува хомогенно съединение. Причините за увисване са прости - основният метал не се нагрява, заварчикът използва прекомерно количество пълнежен материал. Можете да елиминирате дефекта чрез рязане, задължително проверка на наличието на непълна фузия.
прегаряне
Бърнс са дефекти, които се проявяват чрез проникване и изтичане. течен метал. В същото време, от друга страна, като правило, има изтичане. Причината за прегаряне е висок заваръчен ток, бавно движение на електрода, недостатъчна дебелина на облицовката, прекалено голяма празнина между ръбовете на заварения метал. Можете да фиксирате горенето: просто изчистете и пригответе дефекта.
Липса на проникване
Местното проникване на заваръчния метал с основния метал се нарича непълно. Можете да наречете непълна и незапълнена напречна секция на шева. Този тип дефект намалява здравината на шева, става причина за разрушаването на готовата структура. Причината се крие в ниския заваръчен ток, наличието на шлака или ръжда на заварените части. За да коригирате грешката, трябва да изрежете непълната и да приготвите детайлите.
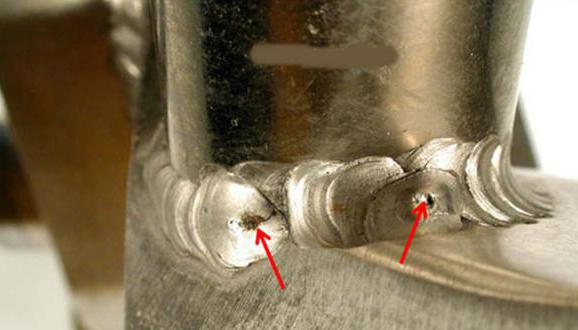
кратери
Каналите, наречени кратери, обикновено се появяват поради прекъсване на заваръчната дъга. Ако се появи такъв дефект, е необходимо да го отрежете до основния метал и да го приготвите добре.
фистули
Така наречената кухина, намаляваща силата на шева. Това е така, защото може да се образуват пукнатини. Ситуацията ще бъде коригирана чрез рязане на дефекта и заваряването.
шупливост
Какво е порьозност? Това са кухини, които са пълни с газове. Причината за появата им е интензивно образуване на газ вътре в метала. Размерите на порите могат да бъдат микроскопични или малки като няколко милиметра. За да се избегне появата на порьозност, металът трябва да се почисти от примеси и чужди вещества. Необходимо е електродът да не е мокър. Ако грешката вече е направена, трябва да изрежете порестата зона до основния метал и пригответе, като спазвате технологията.
Прегряване и прегаряне
Тези дефекти се появяват в резултат на висок заваръчен ток или недостатъчна скорост на заваряване. Поради това, крайният продукт става много крехък. Изгорял метал може да се реже, а металите могат да бъдат пренаредени.
Управление на заваряването
Сега помислете видове контрол заварени съединения. Съществуват следните методи:
- външен изпит;
- химичен анализ;
- рентгеново или рентгеново предаване;
- металографски анализ;
- ултразвукова или магнитна дефектоскопия;
- механични изпитвания.

Съществува много важно правило - за надежден контрол е задължително да се изчисти фугата от шлака, мащаб и заваръчни пръски!