Прахов проводник за полуавтоматичен: характеристики на приложението, свойства, цена
Модерните заваръчни процеси се извършват с различни опции. Най-голяма популярност получиха електродъгово заваряване (MMA) и полуавтоматично заваряване (MIG / MAG) в защитна среда, създадена от инертни газове.
Въпреки удобството да се работи като полуавтоматичен, този метод има недостатъчна мобилност. Обемният газов цилиндър се свързва с постоянно работно място. Използването на сърцевината за полуавтоматични устройства ще помогне за решаването на този проблем.
Работа с полуавтоматичното устройство
Полуавтоматичните заваръчни машини отдавна са престанали да бъдат техническа новост. Те се преместиха от професионалната среда в дома. Популярността на устройствата MIG и MAG се дължи на факта, че изискванията за уменията на заварчика са минимални за работа с тях. Знаейки правилните настройки на силата на тока и скоростта на подаване на тел, лесно се получава качествена връзка.
Полу-професионалните устройства са евтини в сравнение с професионалните и са достъпни за тези, които искат да направят ремонт на ръка. Но има един недостатък, който минимизира използването на тези устройства - тежък газов цилиндър.

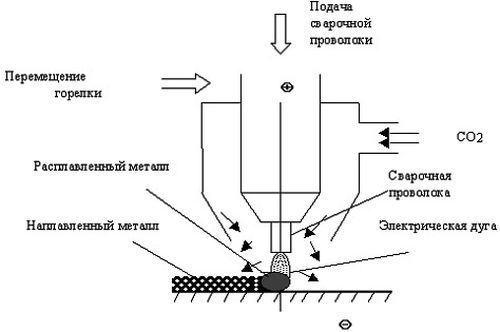
Процесът на заваряване се извършва в защитна среда. Използва инертни газове: аргон, хелий, въглероден диоксид. Изборът им на зависимост от съединените метали. Най-често се заваряват конструктивни стомани. За тях се използва въглероден диоксид. Изпомпва се под налягане от 55 атм. в балон с тегло над 60 кг. Следователно този вид заваряване има няколко недостатъка:
- Необходимост от периодично пълнене на бутилки. Бензиностанциите не се намират във всяко село.
- Ниска мобилност. За транспортирането на газови бутилки е необходимо да се изгради специално устройство.
- Веднъж на всеки няколко години се изисква преразглеждане на бутилката, което води до време и финансови разходи.
Заваряването с въглероден диоксид е възможно, но качеството на връзката ще бъде много ниско. При работа при ниски токове, жицата ще се прилепи към повърхността, защото заваръчната дъга ще бъде нестабилна. При високи токове, заваръчната вана ще се пръска и шевът ще бъде порест.
Открит е изходът: да се затвори прахообразния поток вътре в заваръчната тел за полуавтоматичното устройство, което при топене ще създаде защитна среда. Такава жица не се различава по външните си параметри от обичайната и е подходяща за работа с изтеглящия механизъм на апарата.

Предимствата на сърцевината
Кога трябва да премина към заваряване с тел за заваръчна тел за полуавтоматична машина? При малки количества работа, както и при случайно използване на устройството, няма нужда да се закупува газов цилиндър. Защитният състав на флюса успешно замества въглеродния диоксид. Липсата на газово оборудване ще позволи използването на апарата MIG и MAG на всички работни места, където, с оглед на неговата мобилност, преди са били използвани MMA инвертори.

Заваряването с полуавтоматичен прах осигурява следните предимства:
- Липса на допълнително оборудване: маркучи, скоростни кутии, цилиндри. Всичко това ограничава свободата на действие на заварчика.
- Използването на специални флюсове, които ви позволяват да се създаде тел за заваряване на структурни, легирани стомани, както и чугун.
- По-висока производителност в сравнение с електродното заваряване.
недостатъци
Първоначално MIG и MAG устройствата бяха създадени да работят заедно с газовото оборудване. Понижената тел за полуавтоматичната машина се появи по-късно. Времето за разработване на технологията беше по-малко, така че има няколко недостатъка:
- Чупливостта на материала. Телта е дълга тънкостенна тръба, пълна с флюс и валцувана в бобина. Следователно, когато се работи с него, е необходимо да се избягват манипулации с огъването на заваръчната втулка.
- Наличието на шлака върху повърхността на заварката.
- Заваръчната вана не се вижда по време на работа поради слоя от разтопен флюс. По-трудно е да се контролира качеството на връзката.
- Трудно е да се заварят части с дебелина по-малка от 1,5 mm.
- По-висока цена. Цената на сърцевината за полуавтоматична машина е повече от 3 пъти по-висока от цената на обикновения и започва от 700 рубли. Ако считаме, че консумацията на сърцевината е по-висока, то икономическата полза е от страна на традиционните материали.
- Режимите на заваряване (сила на тока, скорост на подаване, полярност) зависят от типа на потока в проводника.
Формата и съставът на жицата
За да може полуавтоматичната сърцевина да издържи натоварването на захранващия механизъм, неговото напречно сечение има няколко вида:
- обикновен кръг;
- с извивки вътре;
- ламиниран.
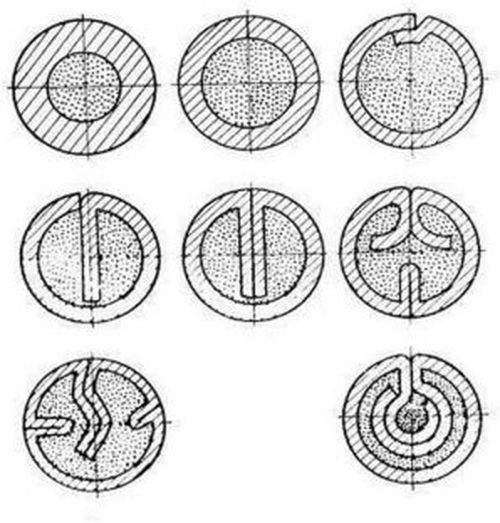
Вътрешната кухина е пълна с поток, състоящ се от няколко вещества:
- Шлакообразуващи компоненти. Когато се разтопят, те образуват течна защитна среда, защитаваща заваръчната вана от проникване на кислород в нея. Изработени са от натрошен тебешир, манганова руда, кварцов пясък.
- Добавки от сплав В зависимост от това какъв материал е предназначен за заваряване, към него се добавят кобалт, хром, манган и молибден.
- Рутил. Минерал, съдържащ титан. Не се използва навсякъде. Само в тел, предназначен за заваряване на силициево-манганови, нисколегирани и високоякостни стомани.
- Компоненти за стабилизиране на дъгата.
Как да проверите качеството на кабела
За полуавтоматично устройство без газ, телът с прахообразна тел трябва да отговаря на следните изисквания:
- Възможността за заваряване във всякакво пространствено положение без капене на шлака.
- Висококачествен шев с минимална порьозност. Липса на пукнатини и липса на проникване.
- Стабилно изгаряне на електрическата дъга без разпръскване на разтопения метал.
- Лесно отделяне на шлака след охлаждане на заварката.
Съответствието с тези изисквания е установено в процеса. Има допълнителни методи за контрол на качеството, които могат да бъдат проверени в лабораторията: рентгеново изследване на заваръчния шев, както и изпитване на опън.
Работа с полуавтоматичен
По-лесно е да се приготвя полуавтоматично устройство в среда с въглероден диоксид, отколкото прахова тел. Вторият вариант наподобява заваряване на електрод в покритие. Тук трябва също така да наблюдавате визуално разтопената шлака и метала и да ги различавате един от друг. В допълнение, ние трябва да обърнем внимание на шлаката не излиза извън границите на дъгата. В противен случай тя ще се разпространи пред дюзата на апарата и ще предотврати кипенето на основата.
Независимо от факта, че тел със струя е с профил, който го укрепва, той все още е по-малко издръжлив от стоманената медна жица. Ето защо, тя трябва да се използва в заваръчни машини с възможност за регулиране на натискане сила на подаващата ролка. В допълнение, полуавтоматични са включени и специални ролки с жлеб за този консуматив.
Как да получите качествен шев
Диаметър на стандартната сърцевидна тел за полуавтоматично 0,8 мм. За използването му във вертикална и надземна позиция са необходими по-високи квалификации, отколкото при заваряване с въглероден диоксид. Това се дължи на факта, че за разтопяването на потока се изисква по-висока температура, съответно, металът в заваръчния шев придобива по-голяма флуидност и склонност да изтича от заваръчната вана. Освен това разтопеният поток изтича надолу. Следователно, таваните и вертикалните шевове могат да имат пори и непълно проникване.
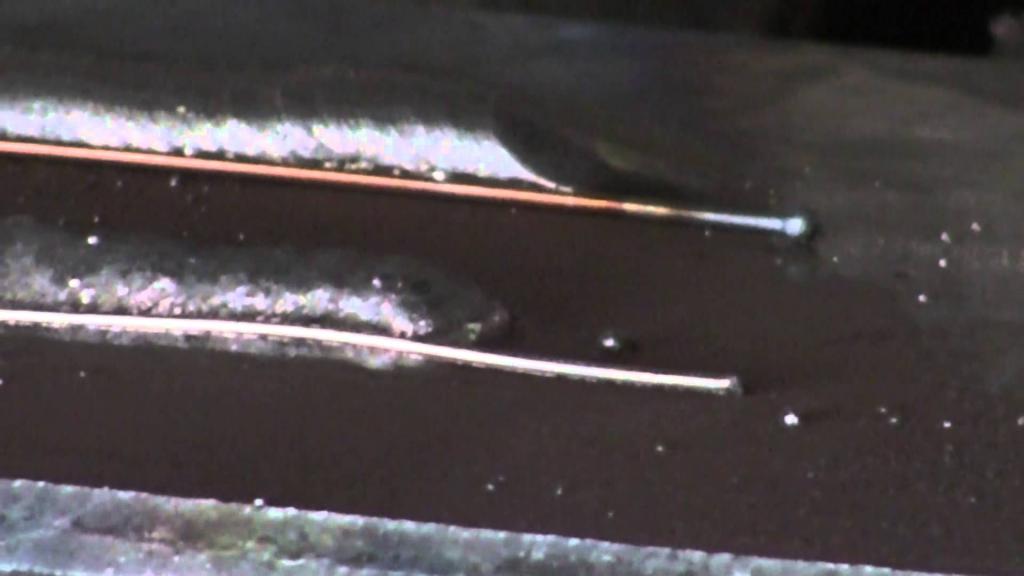
При работа с флюсова тел се получава силно пръскане. Така че върхът на заваръчния пистолет не е постоянно запушен с шлака и разтопен метал, той трябва периодично да се обработва със силиконов спрей.
Начинаещите е трудно да се направи красив гладък шев. За да улесните работата, трябва да промените обратната полярност на линията. Това означава, че към заваръчния държач се дава минус и плюс на масата. На съвременни полуавтоматични устройства има терминал с проводник, който ви позволява ръчно да променяте поляритета.
данни
В заключение можем да кажем, че основният недостатък на този консуматив е цената. Поливащата тел за полуавтоматична работа без газ е добра, когато се изисква подвижност или придаване на специални свойства на заваръчния шев. Но ако обемът на работа е голям, тогава използването на медна тел в въглероден диоксид е извън конкуренцията.