Абразивен материал: характеристики и методи на употреба
За производството на каквато и да е част има производствен процес. Сред много други операции, той задължително съдържа елемент за обработка на абразивни материали. Предварително почистване на заготовки или довършване на готови продукти - всичко това се извършва от различни видове абразивни инструменти. В частната практика, който не е бил в състояние да работи с обикновена шкурка? В края на краищата, той е и абразив. По принцип е трудно да се посочи видът дейност, където и да се използва.

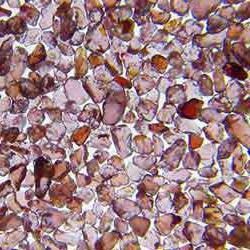
Абразивен материал
Абразивът (abrado, abrasi (lat.) - scrape) се отнася до материали, които имат твърдост, която надхвърля други видове материали (включително метали) и са предназначени за обработка на последните с цел отстраняване на тънки слоеве от тях: шлайфане, полиране, шлайфане както и рязане.
Абразивът има твърдо вещество по отношение на по-малко издръжлив материал. Но за промишлени цели са приложими само определени видове абразивни материали, включително:
- естествени силициеви скали, диаманти и гранат;
- синтетични абразивни материали.
Абразивните инструменти са изработени от твърди частици с ярка абразивна способност. Неговата разлика от метала на острието е, че няма непрекъснат режещ ръб. Функцията на ръба е комбинирана зърнена структура, където всяко зърно е режещо устройство. Под формата на частици, свързани с свързващо вещество.
Маркиращият номер на шлифовъчния инструмент отразява всичко, което определя неговото изпълнение, а именно:
- зърнен материал, неговата фракция;
- количеството и състава на свързващото вещество;
- структура на тялото на инструмента.
Устойчивостта и способността за извършване на абразивна функция зависи от показателите за твърдост, топлоустойчивост и химическа неактивност на режещите елементи в контакт с повърхността на работните части.
Типът стомана е по-малък от абразивите по отношение на твърдостта, така че само последните могат да се използват за работа при високи скорости на рязане без риск от разрушаване.

Абразивни синтетика и техният обхват
Има множество абразивни материали, чието използване е различно, в съответствие с техните свойства.
Нормален електрокорунд:
- 13А. Кръгове, които са създадени за оголване, и куп от тях органични. Те смилат различни части, най-вече стомана. Може да се използва и само за зърно.
- 14А. Инструменти за конвенционално шлифоване. Зърната са взаимосвързани и органична материя, и не.
- 15А. Инструмент, където зърната държат керамика помежду си, както и бакелит. Възможно е да се смила при високи скорости и с меко покритие кожи за извършване на довършителни работи.
Циркониев електрокорунд 38А:
- Бакелит в този случай държи зърното. Инструментът е подходящ, когато се налага да мелите метални заготовки, а скоростта на обработка е висока.
Бял електрокорунд:
- 23А. Тук пакетът е органичен, удобно е да се обработва стомана с инструмента. Има инструменти под формата на барове и подобни пасти, както и просто насипно зърно, което се използва за довършителни работи.
- 24А. Материалите, изработени под формата на кръгове и пръти, за да се смила частите, които са преминали процес на втвърдяване. В структурата могат да бъдат прахове и зърна. Също така правите кожи за довършителни работи.
- 25А. Под тази марка, инструментът е произведен бар и под формата на кръгове, и тялото се състои от зърна и прахове с различни размери. Можете да направите довършване на стоманени елементи, които преди това са били втвърдени, когато се нуждаете от висока скорост на обработка. Също така е позволено да се работи със стомани, които са трудни за обработка.
Chromotitanium electrocorundum 91A, 92A:
- Този инструмент е добър при смилане и обелване на метали и дори премахване на дебел слой от тях. Зърната в такива инструменти са фиксирани с керамика и бакелит. Няма значение какъв тип метал е втвърден или без втвърдяване.
Марки с едноцветни:
- 43А. Може да се каже, че такъв висококачествен инструмент се справя добре, когато е необходимо да се обработва трудно заточваната стомана. Той също така изисква сплави на такива метали. И е направена от прахове и зърнена фракция. Керамиката свързва тези материали във форма.
- 44А, 45А. Кожите, които са изработени от тези класове абразиви, са меки и се полират добре, когато е необходимо завършване и довършителни работи. В инсталации като шлайфане може да се използва само зърно.
Sferokorund 3C:
- Такъв инструмент може да се използва за мека обработка на различни части, чиято структура е вискозна: гума, кожа, пластмасови изделия.
Черен силициев карбид:
- 53С. В тази марка инструменти са приложими всички компоненти на свързващото вещество, а смилащият материал се използва под формата на микроскопски зърна за смилане на прах и по-големи. Чугун, цветни метали, както и огнеупорни волфрамови съединения могат да се третират добре. Разпръснатата зърнена фракция работи със същите повърхности, а абразивната хартия е ефективна при довършителни и довършителни работи.
- 54С. Смилане в такъв инструмент - основата, и се закрепва сноп от всякакъв вид. Всички видове операции се повтарят, както в предишния материал, но само третирането е по-грубо.
Зелен силициев карбид:
- 62С. Въз основа на смилащите прахове този инструмент е направен. Можете да обработвате скалите от мрамор и гранит, както и части от алуминий, мед и чугун. По правило кожите работят при довършване и фина настройка, използва се и насипно зърно.
- 63С. Инструмент, който качествено обработва титан и титанотантал. При производството на такъв инструмент се използва мелница, а основата е различна. Също така прави и кожи за довършителни и довършителни работи.
- 64С. Това е инструмент за по-фина обработка. Той съдържа микропорест, всякакви снопчета. Добре обработва гранит и мрамор, както и заготовки от алуминий, желязо и мед. Кожите, зърното извършват същите операции като в предходния параграф.
Карбиден бор KB:
- Този абразив в свободна форма може да изпълнява всякакъв вид работа в областта на шлайфане, довършителни и довършителни материали от чугун и различни твърди сплави.
Elbor LP, LO:
- Инструмент за обработка с висока прецизност, тъй като използва смилащи прахове, държани заедно от всеки пакет. Предназначение - работа с плътни зачервени детайли. Също така такъв инструмент изострят ножовете. Довършителните работи се извършват, като правило, с кожи и зърно, които не са фиксирани във формата.
Синтетичен диамант:
- AC2. Диамантени инструменти за довършителни работи с детайли от масивни стоманени заготовки. Органичното вещество се използва като свързващо вещество.
- AC4. В този инструмент, керамика се използва като пакет, както и органични материали. Възможно е да се смилат твърдите сплави, керамичните продукти и заготовките от крехки материали.
- AC6. Диамантени метални инструменти. Те поддържат работа в твърдите режими на повишеното натоварване.
- AC15. Шлифовъчните абразивни материали са предназначени за работа в тежки условия, когато е необходимо да се обработва камък или стъкло. Зърната са фиксирани с метал и е възможно да се извършват както шлифоване, така и рязане на заготовки.
- AC32. Инструменти за пробиване и рязане на камък, където металът действа като сноп. Също така е удобно да се извърши хонинговащата течност.
- AC50. Този инструмент се използва, когато е необходимо да се пробият скали с висока степен на якост, както и да се отрежат гранит, да се преработят продукти от керамика и кварцово стъкло, заготовки от корунд.
- ARB1. Абразивните инструменти от този тип работят при уедряване на чугуни при груба обработка, както и при рязане на фибростъкло.
- ARK4. Такъв инструмент се използва в строителната индустрия. Те извършват тежки операции с камъни, както и хонинговане.
- ARS3. Когато условията на труд в строителната индустрия са супер тежки, се използват диамантени инструменти от този тип. Те се управляват и пробиват шлифовъчни дискове.
Използване на естествени суровини
Естественият диамант притежава най-високите свойства на абразивни материали. отбелязани:
- А1, А2, А3. Този инструмент е силен, когато един куп метал. Можете да работите с тях и с бетонови повърхности, както и с камък, както и с керамика и стъкло за технически цели.
- A5. Абразивите с кръгла форма са изработени от диамантени зърна от тази марка, като метал се използва като връзка. Този инструмент работи с керамика и метал.
- A8. Инструмент за сондажни и управляващи операции. Също така извършват работа в сферата на строителството.
Корунд 92Е. Този инструмент е подходящ за полиране, защото е направен от микропорови. Можете да ги обработвате метални и стъклени изделия.
Флинт 81Kr. Основно се правят кожи, за да се обработват дърво, ебонит и кожени повърхности.
Емери. Прилага се във воденичния камък за мелници и други цели, когато зърното не е фиксирано.
Нар. От него се правят различни кожи с абразивно покритие за дърво, както и пластмасови и кожени материали. Можете да работите с повърхности чрез прилагане само на зърно.

Видове абразивни инструменти
Абразивните инструменти се наричат абразивни материали, изработени в определена форма и с монтажен вал или отвор за монтирането им на специално оборудване, което задвижва работната част. Заводът с абразивни материали произвежда следните видове инструменти:
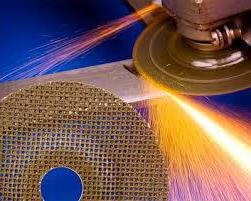
- Колелото за рязане е гъвкав абразивен материал, който се използва за рязане на заготовки.
- Шлифовъчен диск. Различни операции на шлайфане, от груб до финиш.
- Шлифовъчни пръти за притискане, довършителни работи, както и хонинговане и суперфиниш.
- Абразивни колани за обработка на големи повърхности.
- Шкурка.
- Полираща паста.
- Свободно зърно за използване при пясъкоструене и подобни инсталации.
- Гъвкави тела.

Характеристики на шлифовъчните инструменти
Абразивният материал, който е бил смачкан, се нарича шлифовъчен материал. Той има следните характеристики:
- Фракция. Под него се разбира съюзът в масата на абразивните зърна, размерите на които не превишават определени граници. Основната - това е малка част което надвишава остатъка в количеството на зърното, специфичното тегло или обем.
- Грит. Отразява водещия зърнен състав на абразива, присъщ на определен шлифовъчен инструмент. Размерът на зърното определя категорията на смилащия материал: фин микро-смилащ прах, микро шлифовъчен прах, смилащ прах, смилане на зърно.
- Индекс на еднородност на гранулирания състав. Той характеризира инструмента според неговата издръжливост и качества на рязане, а също така влияе върху грапавостта на повърхността, получена след обработката.
- Абразивен инструмент за твърдост. Той показва колко здраво се срязват зърната за рязане. Т.е. твърдостта зависи пряко от обема на връзката и от свойствата на свързващия агент. Увеличаването на лигамента в инструмента увеличава твърдостта. В същото време разстоянието от зърното до зърното остава непроменено, като се променя само процентното съотношение на въздушните пори и лигаментите.
- Структура, която показва съотношението на обема на абразивните зърна, въздушните пори и свързващото вещество. Има отворена, средна и гъста структура. Колкото по-строга е конструкцията, толкова по-близо е разстоянието между зърната в абразивния инструмент. Инструментите с отворена структура имат по-добро отстраняване на стружките и по-малко топлина. Затова е препоръчително да ги използвате за работа с вискозни метали, както и с метали, които са склонни към изгаряне или образуването на пукнатини в структурата.
Когато зъбните инструменти са прикрепени по-малко здраво, износването на инструмента има характер на раздробяване на зърното. В същото време, абразивният инструмент има качеството на самозаточване. Ако, напротив, зърното е по-крехко и снопът е фиксиран добре, тогава зърното се разпада или се изтрива. След това развитите области се появяват на повърхността на абразивния инструмент.
Степен на твърдост на абразивите
По твърдост се различават:
- М - меки материали;
- SM - средно твърда;
- С - среда;
- ST - средно твърд;
- Т - твърдо вещество;
- BT - много трудно;
- THU - изключително трудно.
зърнистост
Абразивните материали от песъчинки имат различни групи, според които се произвежда специален инструмент. Групите от песъчинки са както следва:
Прахове за смилане и смилане на зърна
- 200 - 125. Приложимо за инструмента за ръчно отстраняване на отпадъците. А също и за премахване на изковки, отливки, оголване на заваръчни шевове, шлайфане на шлифовъчни дискове.
- 100 - 50. Такава фракция прахообразен абразив се използва в кръгчета, като фронталната част на която извършва плоско шлифоване или предварително заточване на инструментите, както и работа с чугун, стоманени части, вискозни материали, извършват операции по рязане.
- №40 - 20. Зърното е допустимо при предварителната и окончателната работа със стомана или чугун, като по този начин се получава следната грапавост от 2500 ... 0,630 микрона. Можете да заточите инструмента за рязане.
- №16. Довършителни работи с грапавост от 2500 ... 0,320 микрона, шлайфане и заточване на профила на малък инструмент за рязане.
- № 12 - 6. Шлифовъчен профил с грапавост от 0.630 ... 0.160 микрона, фина настройка и довършителни работи по заточване на режещите инструменти, начални етапи на хонинговане, шлайфане на голяма стъпка.
- № 5, 4. Прилага се главно при работа с крехки материали, както и за почистване на конец, стъпката на който е малък, и осигурява грапавост от 0,030 ... 0,160 микрона, ако се извършва хонинговане или довършване.
Прахове за фино микро-смилане и микро-смилащи прахове М63, М50, М40, М28, М20, М14, М10, М7, М5
- Суперфинишното шлайфане, окончателно хонинговане и довършителни работи до грапавост от 0,160 микрона и по-малко.

Връзки от абразивни материали
Висококачествената обработка на абразивните материали се определя от свойствата на китката. Тя влияе върху параметрите на сила, твърдост. Режимите, в които работи инструментът, зависят от него. В състава на сухожилията има вещества от органична природа и неорганични вещества. Първата категория включва вулканит, бакелит, както и снопчета от поливинилформални, глифталови и епоксидни компоненти. Последното включва силикатни и магнезиеви връзки, а също и керамика за диаманти - метал.
Връзката е керамична, огнеупорна, водоустойчива и химически неактивна. Абразивният материал идеално държи профила на ръба на работната повърхност, но ударните натоварвания и огъването водят до разрушаване на инструмента. Керамичната връзка е слепване и топене.
Бакелитен пакет е по-устойчив и по-устойчив на огъвания и удари, отколкото керамичен. Конфигурацията на инструмента с използването на бакелит е различна, както и широка гама от размери на такива шлифовъчни инструменти. Има доста тънки режещи колела до 0,50 мм. Слабото място на бакелитовата връзка е разрушаването на алкали, които могат да присъстват в течността за охлаждане. Също така, той не е устойчив на топлина, запазва абразивния материал и формата на работния ръб по-лошо от керамиката.
Магнезиевите и силикатните свързващи компоненти не се използват широко, тъй като са крехки и не понасят охлаждането. Те отделят малко топлина, когато извършват шлифовъчни операции, това е техният плюс.
Вълканитният пакет съдържа сяра и каучук, които се подлагат на специална топлинна обработка. Той е еластичен и приложим при работа с оформени повърхности и в профилна форма на шлайфане. Инструментът на такъв сноп има плътна структура и следователно лесно се нагрява по време на обработката. В резултат на това, както и ниската топлоустойчивост на каучука, зърното в инструмента пропада и абразивът придобива свойството на по-фина структура, което е удобно при обработката на частите на финалната фаза.
Абразивни отпадъци
В този процес абразивните материали и инструменти се износват и с известна степен на износване вече не могат да изпълняват основната задача. Те изискват обезвреждане, където се извършва разделянето на елементи, които могат да бъдат използвани като рециклируеми материали.
Абразивният материал се изхвърля по следния начин: раздробяване и раздробяване на материала, отделяне на получената маса чрез магнитен метод, термична обработка на отделения остатък с температури до 180 градуса, електростатично разделяне с сила на електрическото поле до 8 kV / cm.
заключение
За укрепване на съвременните абразивни колела (гъвкав абразивен материал), армировката от фибростъкло е широко използвана. Това важи за производството на режещи колела, работещи при високи скорости и с повишени изисквания за безопасност при употреба.