Заварка: обозначение, ГОСТ
Малко строителство не е пълно без използването на заваряване, то се използва при изграждането на различни видове сгради и съоръжения, вариращи от офиси и завършващи с къщи, небостъргачи. С негова помощ няколко компонента се обединяват в едно. В процеса се оформя заварка. Той осигурява надеждност и дълготрайност. Шевът може да продължи дълго време, ако няма механични сили, които да го повредят.
Обща информация
Заварката може да свързва различни метални части, изработени не само от хомогенен материал, но и от сплави. Въпреки това, за да се извърши този процес, е необходимо да се избере специфична технология на заваряване и консумативи.  Работникът, който ще свърже частите, трябва да има висока квалификация и професионален опит. Той взема предвид особеностите на метала и го свързва по такъв начин, че когато се приложи товар, той не се срива.
Работникът, който ще свърже частите, трябва да има висока квалификация и професионален опит. Той взема предвид особеностите на метала и го свързва по такъв начин, че когато се приложи товар, той не се срива.
Маркиране с писмо
Определянето на заваръчните шевове, както и техните видове и места на използване са посочени в нормативната документация. Тази информация се използва за различни технически документи. Посочва се в специални учебни помагала, които се използват за обучение на заварчици или за подобряване на техните умения. Описанието на заваръчните шевове ГОСТ 5264-80 е основният направляващ документ. Това означава, че от нея се взема цялата информация за уроци.
Ad
Можете да определите вида на връзката, без да гледате документацията. Определянето на заваръчните шевове в чертежите навсякъде в конструкцията на сградата се извършва с помощта на буквено маркиране. Така че, различи такива видове заварки с писмо:
- "C" - челно;
- "H" - припокриване;
- "Т" - таврово;
- "U" - ъглово.
Видове шевове
Заварката се класифицира според няколко критерия. И така, под формата на последното напречно сечение са разделени:
- Бутови съединения - когато свързването на метални части трябва да бъде в една и съща равнина;
- ъгловите продукти трябва да са под определен ъгъл един към друг;
- шлицови - когато заваръчните метални части попадат един върху друг. В този случай горният продукт се топи напълно, а дъното частично.
Следващият индикатор е конфигурацията. Заварки (ГОСТ 5264-80) могат да бъдат прави, извити и пръстенови.
Заваряването може да се извърши по няколко начина. Заслужава да се отбележи прилагането на непрекъснат шев или интермитент. В първия случай заварката може да има дължина от 300 mm или повече. Вторият вариант се извършва в екстремни случаи, тъй като шевовете са направени в шахматна дъска.  Връзката зависи и от технологията на операцията. Заваряването се извършва с или без допълнителен газ.
Връзката зависи и от технологията на операцията. Заваряването се извършва с или без допълнителен газ.
При извършване на строителни работи, шевът може да се извърши различен брой пъти. Това означава, че може да бъде едно- и многопластово. Това се прави, за да се засили връзката и да се увеличат нейните якостни характеристики. В процеса може да се образува допълнително сливане на фугата. Според този показател шевовете се класифицират като нормални, подсилени и отслабени.
Ad
По правило такива съединения не се разделят. Те могат да бъдат изпълнявани по различни начини и да комбинират няколко вида работа. Това зависи от квалификацията на заварчика, както и от качеството на консумативите.
Функции за свързване
Качеството на заваръчните шевове зависи от избраната технология на изпълнение, както и от квалификацията на работника. Металните части са прикрепени един към друг чрез процеса на топене. Когато се използва дъгова заварка, те трябва да бъдат разположени в една и съща равнина.
 Такива части могат да имат различни форми и състояние на ръба. Последната се обработва в зависимост от дебелината на елементите. При свързване на продукти с различна дебелина е необходимо да се регулира голям лист към по-малък. В този случай шевът ще бъде надежден.
Такива части могат да имат различни форми и състояние на ръба. Последната се обработва в зависимост от дебелината на елементите. При свързване на продукти с различна дебелина е необходимо да се регулира голям лист към по-малък. В този случай шевът ще бъде надежден.
В съответствие с тази характеристика по вид ръбове, заварените съединения са:
- с изкривен ръб (дебелината на шва трябва да бъде 5 mm);
- с криволинейно;
- П-образен подгъв. Дебелината на шева трябва да бъде от 20 до 60 mm;
- на ръба с X-образна форма (дебелината на шева трябва да бъде от 12 до 40 mm).
Характеристики на връзката
Едно от основните положителни свойства на заварените съединения е ниското напрежение. Това означава, че те не са обект на огъване и унищожаване. Ето защо често се използва този вид съединение. В допълнение, процесът изразходва минималното количество метал. За да извършвате висококачествено заваряване, трябва внимателно да извършите подготвителния етап. Нека разгледаме подробно характеристиките на съединения от различен тип.
За да получите Т-съединение, е необходимо да закрепите две части, които ще бъдат разположени една спрямо друга перпендикулярно. Обозначението на заваръчните шевове в чертежи от този тип е представено с буквата T.
Ad
Заварки могат да бъдат разположени не само от едната страна, но и от другата.
Всичко зависи от това къде ще се прилага и какви изисквания са му наложени. Този тип се използва за конструиране на различни колони и рамки.
Ако на определено място няма да има значителни натоварвания, приложете ъгловия изглед на връзката. Най-често се използва при производството на различни контейнери. В този случай трябва да бъде изпълнено следното изискване: за да продължи конструкцията, дебелината на метала не трябва да надвишава 3 mm. За производството на такава връзка, една част се поставя под определен ъгъл към другия и се заварява от двете страни.  Това се прави, за да се гарантира, че влагата няма да падне и ще унищожи структурата. Заварката в чертежа е обозначена с буквата U.
Това се прави, за да се гарантира, че влагата няма да падне и ще унищожи структурата. Заварката в чертежа е обозначена с буквата U.
Последният тип връзка се припокрива, където частите са прикрепени перпендикулярно един на друг. Шевът е оформен от страната на конструкцията. В допълнение към тази процедура е необходимо да се осигури връзката чрез сливане. Това консумира значително количество метал. В този случай дебелината на конструкцията не трябва да надвишава 12 см. За да не се получи влага вътре в продукта, металът се заварява от двете страни. Обозначението на заваръчните шевове от този тип е посочено на чертежите с буквата "H".
Ad
При производството на всякакъв шев с помощта на метод за точково заваряване. Изключение е случаят, когато е необходимо заваряване. След това шевът е кръгъл.
Допълнителни индикатори
Заваряването на дъгата може да се извърши по два начина: ръчен и механизиран. Всичко зависи от дебелината на метала. С ръчния метод, заваръчните елементи с дебелина не повече от 4 мм и с механизиран метод - 18 мм. Детайли с голяма дебелина могат да се обработват ръчно. Но е необходимо допълнително да се обработи ръба.
Между две заварени елементи могат да се образуват пролуки, както и отклонения на части под определен ъгъл, т.е. да се формира ъгъл на конус и жлеб. За да изпълните висококачествен шев, трябва правилно да определите ъгъла на наклона. Този индикатор показва наличието на дъгата. В зависимост от вида на връзката, индикаторите на този ъгъл са в диапазона от 20 до 60 градуса, включително минималната грешка.
Ad
прегаряне
В процеса на заваряване могат да възникнат изгаряния. Основната причина е неизползваният край. Заваряването не е възможно, ако разстоянието между двете метални части е твърде голямо.
За да изберете метода на изработване на шева, трябва да вземете решение за материала, както и степента на сложност. При изграждането на всяка строителна документация се прави. Трябва да се включи информация за материалните разходи за обработка на метални части. Легендните заварки са посочени в съответните чертежи. Те могат да се видят на снимката по-долу. 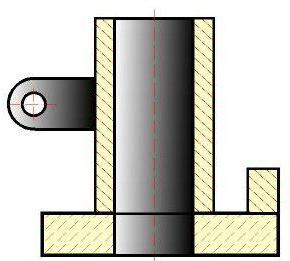
Както може да се види, сянката на детайла е значително по-различна, а дебелината на самия шев (шарнир) е половината от дебелината на другите.
Инспекция на заварка
Качеството им може да бъде контролирано по много начини и начини. Така се прилагат следните методи:
- механично;
- химически;
- физически;
- външна проверка.
Най-честата е външна проверка на готовото съединение. Това е най-лесният и най-достъпен начин, който не изисква материални разходи. Всяка заварка преминава през външна проверка, независимо от по-нататъшните операции. Но можете да извършвате и други проверки. С помощта на външна проверка се определят много видими дефекти, възникнали в процеса на работа. Благодарение на него се откриват различни непроварии и потоци. 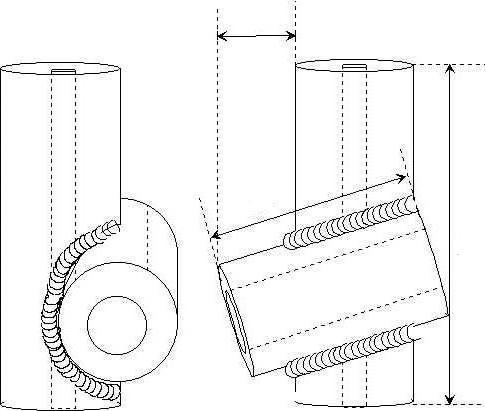 Визуално те са почти невидими. За да ги определите, трябва да използвате специална лупа, която увеличава повърхността десет пъти.
Визуално те са почти невидими. За да ги определите, трябва да използвате специална лупа, която увеличава повърхността десет пъти.
В хода на тази операция се определят не само видимите дефекти, но и те се занимават с проверка и измерване на предварително подготвени ръбове. В масовото производство на заварени съединения са разработени специални шаблони. Те ви позволяват да измерите шева за кратък период от време. Останалите методи изискват финансови инвестиции за отделни вещества и оборудване.
заключение
И така, разбрахме какво е заварка. Изискванията към него са доста високи, защото именно той е отговорен за надеждната връзка на металните конструкции.