Паялна паста: как да се използва? DIY паста за спояване
Всеки вид електронна технология е комбинация от печатни платки и схеми, без които функционирането на електрониката е невъзможно. Силата и надеждността на спойките на тези повърхности зависят не само от професионализма на работника, от работоспособността на машината, но и от веществото, използвано за запояване, спазването на правилата за експлоатацията и условията на съхранение.
Обща информация
Припойната паста е пастообразна маса, която се състои от много малки частици от сферичен спойка, флюс и различни добавки. Защо е необходимо и какво да се прави с него?

Припойните пасти се използват за повърхностен монтаж на електронни компоненти чрез запояване върху печатни платки, хибридни интегрални схеми, керамични основи. След нанасяне върху повърхността, съставът остава активен в продължение на няколко часа. Обхват на приложение - промишленост.
Какво трябва да бъде
Паялната паста трябва да отговаря на определени изисквания:
- не окисляват;
- не се разпадат бързо на слоеве;
- поддържат свойствата на вискозитет и лепкавост;
- оставят се само отпадъците след запояване;
- Да не се пръска, когато е изложен на източник на топлина с висока концентрация;
- не се отразяват неблагоприятно на борда от техническа гледна точка;
- се поддават на традиционните разтворители.
характеристики на
Формата и размерите на частиците на спойка
Характеристиките на частиците на спойката определят как ще се нанася запояваната паста върху повърхността. Съединенията с малки частици са много по-малко склонни към окисление. Освен това, ако веществото за запояване има големи частици с неправилна форма, то заплашва да блокира шаблона, следователно процедурата за прилагане ще претърпи колапс.
Пропорцията на метала в състава
Този индикатор определя дебелината на разтопения припой, от който зависи степента на утаяване и разпръскване на веществото за запояване. Дебелината на съединението след претопяването е пряко пропорционална на специфичното тегло на метала в пастата: колкото по-висок е неговият процент, толкова по-голяма е дебелината на съединението след стопяването на спояващата паста. Изборът на метод на приложение зависи и от концентрацията на метала. Така че, ако спойва пастата го съдържа в обем от 80%, тя трябва да се прилага в процес на шаблон, ако 90% - чрез дозиране.
Вид на потока в пастата
Засяга нивото на активност на веществото, наличието на необходимост от измиване. В зависимост от метода за премахване на остатъците от флюс, има три групи потоци:
- Колофон. Основният компонент е пречистена естествена смола, която се добива от борова гора. Калаевите флюсове се разделят на неактивирани, средно активирани и активирани леко корозивно. Първите се характеризират с минимални показатели за активност, последните са сравнително лесни за почистване, осигуряват добро овлажняване и течливост на спойка, а други се характеризират с най-високи показатели за активност и слабо търсене.
- Миеща се вода. Съдържа органични киселини. Използването на промит с вода активен поток е гаранция за постигане на добър резултат при запояване, докато има нужда от промиване с дейонизирана вода с температура от 55-65 градуса.
- Измити. Не е необходимо измиване. Изработена на основата на смоли от естествени и синтетични видове. Специфичното тегло на смолата в състава на такива потоци е 35-45%. Те показват средна активност, техните остатъци след запояване не са корозивни и проводими, а концентрацията на твърдите утайки може да достигне максимум 2%.
свойства

вискозитет
Това не е нищо друго, освен плътността на спояващата паста. Пастата има способността да променя степента на вискозитета си под влиянието на типа механичен товар. Тя може да бъде определена чрез специални устройства: вискозиметри на Брукфилд и Малкълм. По правило този индикатор се обозначава с метода на маркиране.
селище
Припойните пасти имат способността да растат в размер, след като отпечатъкът се нанесе върху повърхността. Разглежданият индикатор трябва да бъде на ниско ниво, тъй като значителното увеличение на размера на отпечатъка на спояващата паста причинява преодоляване.
Време за запазване на свойствата
Това се отразява в такива показатели като най-продължителното време на престой на веществото върху шаблон преди нанасяне или след нанасяне, което не води до деградация на свойствата. В повечето случаи стойността на първия параметър е в рамките на 8-48 часа, а втората - на 72 часа. Тези цифри се записват от производителя на опаковката. И може да бъде посочен като един параметър (или на двата), или и на двата.
лепкавост
Идентифицира способността на спояващата паста да запази SMD компонентите на място след инсталирането им на повърхността и преди процедурата на запояване. Степента на лепкавост показва "жизнеспособността" на пастата и определя нейния срок на годност. Той се изчислява чрез прилагане на специален тест, който използва традиционен тестер, способен да измерва силата, необходима за придвижване на елемент от определени параметри на теглото от зоната на пастообразно вещество с различни размери.
Наличието на способност за залепване и нейното ниво зависи от вида на спояващата паста. Времето на задържане е средно 4-8 часа, докато максималната скорост, която е типична за няколко пасти, може да достигне 24 часа или повече.
Паялна паста: как да се използва
Оперативните правила могат да бъдат разделени на три блока:
1. Общи условия за ползване:
- помещението, в което се извършва запояване, трябва да бъде чисто, а не източник или място на концентрация на прах или други замърсители;
- за лична защита защитни очила за очи и ръкавици за ръце;
- за измиване на вече нанесената паста от повърхността на дъската за прилагане изопропилов алкохол или други разтворители.
2. Преди да отворите опаковката:
- поставете пастата в помещение, в което температурата е в рамките на 22-28 градуса, а влажността - 30-60%;
- преди отваряне на опаковката, пастата трябва да се съхраняват при стайна температура в продължение на поне няколко часа, като се прибягва до използването на изкуствени методи за нагряване на веществото, строго се забранява;
- По време на работа спояващият агент трябва да се смесва редовно.
3. След отваряне на опаковката:
- нанася се приблизително 2/3 от общото количество на спояващия агент върху тъканта на екрана;
- Като се има предвид скоростта на производствения процес, като се използва използваната паста, останалите вещества за запояване трябва да се добавят на малки порции;
- Ако печатната работа е завършена и припойната паста за повърхностен монтаж остава, в никакъв случай не трябва да се смесва с нова, а да се съхранява в отделен контейнер в хладилното оборудване;
- при запояване не над, за да ги продължите, можете да използвате както стартираната спояваща паста, така и новата, като основното условие тук е да смесите предварително отворената паста в съотношение 1: 2 с новата и да се смесят добре, за да се получи хомогенна маса;
- монтажни компоненти платка всъщност тя трябва да бъде произведена възможно най-бързо, със същото ускорено темпо, тогава тя трябва да бъде изчезнала по-късно;
- в случай на принудителна пауза при работа, която надвишава 60 минути, остатъците от спояваща паста (т.е. пастата, която е нанесена върху шаблона, но не се използва напълно) трябва да се извадят в специален контейнер и плътно да се затворят;
- за да се получи висококачествен ситопечат, препоръчва се да се почиства шаблонът на всеки 40-45 минути.

Методи на приложение
Паялните пасти могат да се нанасят по два начина: капкова струя и екран. Първият се основава на използването на дозатори, а вторият - на използването на екранни принтери.
Каплеструйният метод
Разпечатването е метод за нанасяне на спояващо вещество чрез „снимане” на практически стайна температура (около 30 градуса) от касета през изхвърлящо устройство върху печатна платка точно на мястото, където трябва да се постави пастата, въз основа на платката. Касетата е в постоянно движение, следвайки ординатата и абсцисата над повърхността на печатната платка. Зависи от правилността на прилагане на спойката слой. Касетата се спира точно там, където е необходима, и точно когато е необходимо, благодарение на правилно функциониращата задвижваща система. В домашни условия не може да се използва ежектор и патрон, а друг дозатор за запояване - спринцовка.
Метод на шаблона
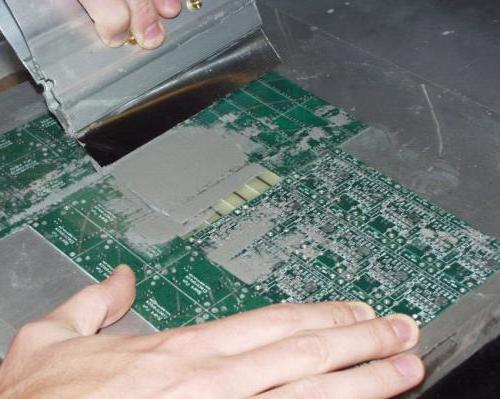
Той се радва на най-голяма популярност, предполага поставяне на паста върху повърхността на спойка чрез натискане през отворите в тъкан на шаблони със специално проектиран инструмент - чистачка. В този случай чистачът се движи по повърхността на шаблона в хоризонтално положение.
Поетапни инструкции с метода на шаблона:
- Стъпка 1. Фиксирайте повърхността (плочката) за запояване в работната зона.
- Стъпка 2. Комбинирайте заваръчната дъска и шаблона с абсолютна точност.
- Стъпка 3. Стиснете или нанесете необходимото количество спояваща паста върху тъканта на екрана.
- Стъпка 4. Нанесете пастата през шаблон с помощта на чистачка.
- Стъпка 5. Проверете качествените характеристики на спояването.
- Стъпка 6. Отстранете повърхността на спойката.
- Стъпка 7. Почистете шаблона.
Условия за съхранение
Припойната паста изисква не само съответствие с правилата за експлоатация, но и специални условия на съхранение, като основните от тях са следните:
- температурата в помещението, където се съхранява веществото, не трябва да надвишава 25 ° C;
- температурният обхват на съхранение на пастата зависи от производителя и може да бъде в обхвата от 4-10 ° C;
- срокът на годност на пастата, когато се съхранява при препоръчаните условия за състави с флюсове, които могат да се измиват с вода, е 3-6 месеца, а с неизтриваеми - 6-12 месеца;
- запояване със спояваща паста трябва да се извършва в помещение, където индикаторът за относителна влажност съответства на 60-80%.
- пусканите пасти се съхраняват не повече от 12 часа;
- за да се намали степента на деградация, останала от предишния процес на запояване, пастата може да се използва в нова работа при запояване, но само с добавянето на нова;
- Банките, патроните и спринцовките със спояващ агент трябва да се съхраняват само във вертикално положение, като спринцовката се връща надолу, за да се елиминира възможността за разделяне.
Температурни условия
Припойните пасти са чувствителни към значително ниски и високи температурни стойности. Като се има предвид, че основата съдържа два материала с различна плътност (флюс и спойка), се счита, че е възможно естествено да се разделят потокът и другите компоненти на спояващото вещество, както и появата на тънък слой поток над повърхността. Наличието на паста под въздействието на високи температури за дълго време води до значително отделяне на потока и оставащата паста, причинявайки образуването на дебел повърхностен слой на потока. Какъв е резултатът? И се оказва, че спояващата паста губи свойствата си, и следователно, прилагането й на повърхността ще бъде дефектно. Температурен диапазон, който е по-висок от 30 ° C, и изобщо предизвиква химическо разлагане на спояващото вещество.
Когато е изложена на ниски температури, пастата губи способността си за омокряне, тъй като активаторите на потока се утаяват частично или напълно. Съставите на някои производители могат да се съхраняват при температура от –20 до + 5 ° С.
Излагане на влага
Най-вредните ефекти върху спояващата паста не са ниски и високи температури, а влага. Ако нивото на влага е повишено, припойните топчета, които са в състава на пастата, започват да окисляват с бърза скорост, което води до загуба на активатори на потока, за да се почистят топките, а не върху повърхностите, които трябва да се запоят. При навлизане на влага в тестото се образуват спредове, джъмпери и припойни топки, поток / спойка се пръска, електронните компоненти се изместват по време на процеса на запояване, времето на задържане на електронните компоненти се намалява.
Мога ли да правя у дома

Може ли DIY спояваща паста да се създаде у дома? Разбира се, да!
Рецепта 1
Състав: палмово масло, амониев хлорид (5-10%), анилин хидрохлорид.
Приготвяне: амониев хлорид и анилин хидрохлорид, смесени с масло от палмови ядки, за да се получи хомогенна пастообразна маса.
Рецепта 2
Състав: растително масло (100 г), говежди лой (300 г), естествен колофон (500 г), амониев хлорид (100 г).
Метод на приготвяне: масло, мазнина и колофон се стопяват в широк порцеланов съд на водна баня. Полирайте амониевия прах и добавете към сместа. Разбъркайте добре, за да направите паста.
Рецепта 3
Съставки: амониев хлорид (100 g), минерално масло (900 g)
Начин на приготвяне: порцеланови съставки се смилат в хаван. Да се съхранява в затворен стъклен буркан.