Ножовка. Острие за ножовка
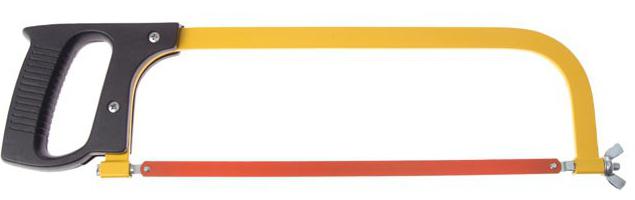
Пила (ножовка за ръка) е инструмент, чиято цел е да се режат дебели листове от профили, кръгли и лентови метали и да се режат прорези, шлици, режещи / режещи заготовки по контура, както и други работи. Ръкохватката за ръчни металообработващи машини включва плат и носеща рама (машина). В единия край на рамката има фиксирана глава с дръжка и опашка. А от друга - подвижна глава с гайка за опъване на острието и винтове за опъване. В главите на ножовката има разфасовки: в тях е вмъкнат нож за ножовка, който е прикрепен с помощта на щифтове.

Рамки за ножовки произвеждат плъзгане, което ви позволява да фиксирате острието с различна дължина и плътност.
За да преместите ножовката отделно, е необходимо да огънете коленете, докато нитката се извади от разреза, след което се измества. Занитването се поставя в друг разрез, след което коляното се изправя.
Машината с подвижен държач включва квадрат с дръжка. На него можете да фиксирате и преместите държача в желаната посока.

Нож за ножовка: какво е това?
Ножът е тясна и тънка стоманена плоча с 2 отвора и със зъби на единия край. Ножовете могат да бъдат изработени от стомана от следните марки: H6VF, P9, U10A, чиято твърдост е HRC 61-64. В зависимост от предназначението на платното може да бъде машинно и ръчно. Те се поставят в рамката на зъбите напред.
Ad
Дължината (размерът) на ръчно ножово острие може да се определи от разстоянието между центровете на отворите, предвидени за щифтовете. Почти винаги се използват ножовки за ръчни триони с дебелина от h - 0,8 и 0,65 mm, височина b - 16 и 13 mm, дължина L - 250-300 mm.
Работата на ножницата се различава в условията на работа на самия нож, поради което има и други ъгли. По време на рязането на метал с голяма ширина, можете да получите разфасовки със значителна дължина: всеки зъб на острието ще премахне чиповете, които трябва да запълнят пространството от ПДЧ до момента, в който точката на зъба излиза напълно от кърмата. Величината на пространството на чипа ще зависи от височината S на зъба, ъгъла на наклона Y и задния ъгъл А.
Ad
В зависимост от степента на твърдост на обработвания метал, предният ъгъл на острието на ножовката на зъбите може да бъде отрицателен, положителен и нулев.
Ефективността на рязане на острието с ъгъл на накланяне ще бъде по-ниска в сравнение с тази при ъгъл на наклона, по-голям от 0 °.
За рязане на по-твърди материали се използват ленти, като ъгълът на заточване на зъбите е по-голям. И за да се намали мек, този индикатор трябва да бъде по-малък. По-издръжливи са тъканите, които имат по-голям ъгъл на изтъняване.

Необходимият брой ножове за ножовка за различни метали
За рязане на метали в повечето случаи се използват ножови ножове, стъпката на които е 1,3-1,6 mm, а на дължина 25 mm - 17-20 зъба. Колкото по-дебела се обработва детайла, толкова по-големи трябва да бъдат зъбите, а напротив - колкото по-тънки са детайла, толкова по-малки са зъбите на ножа за ножовка. За метали с различна твърдост се използват лопатки със същия брой зъби: ъглови, лентови и твърди стомани - 22, инструментална стомана чугун - 22, закалена средно твърда стомана - 19, меки метали - 16.
Ad

Ръчна ножовка 300mm: работи с инструмента
В случай на рязане с ръчна ножовка, по време на работа трябва да бъдат включени поне 2-3 зъба (едновременно рязане на метала). За да се избегне притискане (залепване) в метала на ножовия нож, зъбите трябва да се разреждат.
Поставянето на зъбите се извършва така, че ширината на изрязания, който е направен с ножовка, е малко по-голяма от дебелината на самия нож. Това може да попречи на изземването при рязането на платното и значително улеснява процеса на работа.
Ножовете, които имат стъпка на зъба от 0,8 mm (също позволяваме стъпка от 1 mm), трябва да имат вълнообразно разстояние на зъбите, т.е. всеки 2 съседни зъба трябва да се огънат в противоположни посоки с около 0,25-0,6 mm.
Острието за ножовка, със стъпка на зъба повече от 0.8, се разрежда със зъб (т.нар. Гофриран развод). При такъв развод 2-3 зъба се преместват наляво и 2-3 надясно. При средна стъпка, един зъб се прибира на ляво, вторият се прибира, а третият - надясно. С голяма стъпка, един зъб се прибира надясно, а вторият е вляво. Подредбата на зъба е подходяща за платна, които са със стъпка 1,6 и 1,25 мм.
Необходимо е окабеляването на ножницата да е завършено на разстояние не повече от 30 mm от края. 
Подготовка за работа
Преди да започнете работа с ножовка (ножовка), е необходимо да закрепите здраво материала, който се обработва в тигел. Степента на закрепване на материала в тях трябва да съответства на растежа на работника. След това ножът е избран в съответствие с размера, формата и твърдостта на метала, който се реже.
Ad
Ако гредите са дълги, тогава се взимат ножове с голям наклон на зъба, а при къси - трябва да се използва малък наклон на зъба.
Ножовата пила (на снимката по-горе) е монтирана в слота в главата, така че зъбите не са насочени към дръжката. Обаче, първоначално края на лентата се поставя в неподвижната глава, след това положението се фиксира с помощта на щифт, а след това вторият край на лентата се поставя в процепа на щифта, закрепвайки с щифт. Платното се издърпва на ръка без много усилия (използването на порок, клещи е неприемливо) въртене на крилчатата гайка. Металната ножовка от 300 мм се държи далеч от лицето.
С леко пристрастие плътно опънато платно и с повишено налягане, леко опънатото състояние причинява огъване и може да се получи пречупване. Степента на опъване на мрежата трябва да се провери чрез леко натискане на пръст от страната на мрежата: опъването е достатъчно, ако мрежата изобщо не се огъва.
Работата на позицията на тялото
По време на рязане на метал с помощта на ръчна ножовка, пред менгемето те стават стабилни, свободни и прави, половин завой по отношение на оста на обработвания обект или челюстите на челюстите. Левият крак е леко удължен напред по дължината на линията на обработвания обект и тялото се поддържа върху него. Краката трябва да бъдат поставени по такъв начин, че да образуват ъгъл от 60-70 градуса (трябва да има определено разстояние между петите).
Ad

Позиция на ръката (захващане)
Възможно е да се вземе под внимание правилната работна поза, ако дясната ръка с ножовка, която е поставена в първоначалното положение (на устните на челюстта), огъната в лакътя, ще образува прав ъгъл между лакътната и раменната част на ръката.
Дръжката трябва да се захване с дясната ръка по такъв начин, че дръжката да лежи върху дланта. Той се обвива около 4 пръста, а палецът се поставя по дръжката отгоре. Пръстите на лявата ръка трябва да притискат подвижната глава на ножовката и гайката.
При рязане с ножовка, подобно на подаване, трябва да се спазва строга координация на усилията, което е правилното увеличаване на ръчното натискане. Ножовата машина трябва да се движи хоризонтално. Натиснете машината с две ръце, но с лявата ръка те правят най-голямо усилие, а с дясната ръка те упражняват предимно възвратно-постъпателно движение инструмент.
Процеси на рязане
Рязането включва 2 оборота:
- работник, когато движението на ножовката става пред работника;
- празен ход, когато движението на ножовката се извършва към работната гърба.
Те не натискат ножовката при празен ход, в резултат на което зъбите само се плъзгат. А в случай на работен ход с две ръце, те осигуряват леко налягане и инструментът се движи направо.
Правила при работа с ножовка
Следвайте тези инструкции, когато работите с ножовка:
- Рязането на късите парчета трябва да се прави на най-широката страна. В случай на обработка на валцован канал, Т-образни и ъглови профили, се препоръчва да се промени позицията на детайла, а не да се реже по тясната страна.
- Рязането на метал с ножовка трябва да се извършва плавно, бавно, бавно, трябва да направите не повече от 40-60 двойни хода за 1 минута.
- Всички ножовки трябва да бъдат включени.
Ръчната трион за метал е най-добрият помощник, когато трябва да режете метал в труднодостъпни места.